铝铸件,铸铝件,铝压铸件,铝合金铸造,铝铸件厂家_泊头市韩集兴达铸造厂
 当前位置:
当前位置: 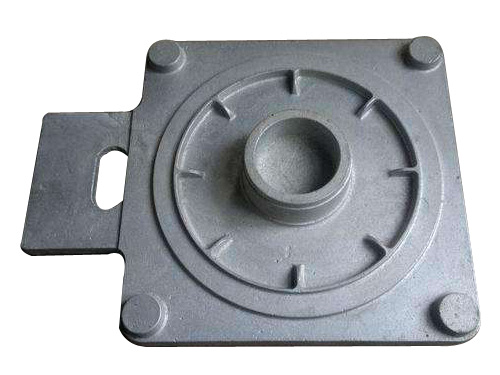

产品详情
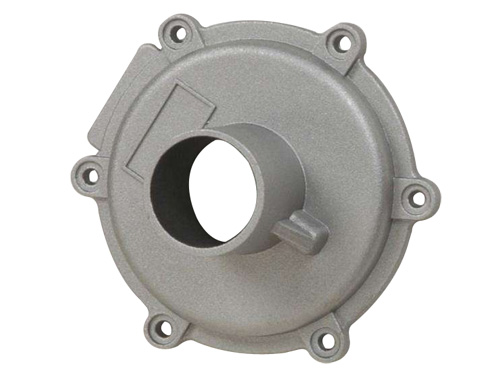
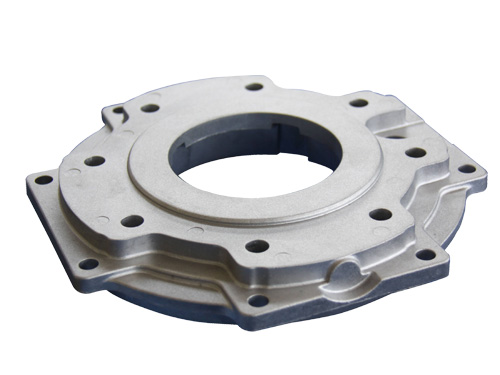
铸铝封盖的设计 要考虑到压铸件壁厚、压铸件铸造圆角和脱模斜度、加强筋、压铸件上铸孔和孔到边缘的 小距离、压铸件上的长方形孔和槽、压铸件内的嵌件、压铸件的加工余量七个方面。
铸铝封盖的设计规范:
一、铸造圆角设计规范
通常压铸件各个部分相交应有圆角(分型面处除外),可使金属填充时流动平稳,气体也较容易排出,并可避免因锐角而产生裂纹。对于需要进行电镀和涂饰的压铸件,圆角可以均匀镀层,防止尖角处涂料堆积。压铸件的圆角半径R一般不宜小于1mm, 小圆角半径为0.5 mm。
二、压铸件内的嵌件设计规范
先,压铸件上的嵌件数量不宜过多;其次,嵌件与压铸件的连接 牢固,同时要求在嵌件上开槽、凸起、滚花等;再次,嵌件 避免有尖角,以利安放并防止铸件应力集中,铸件和嵌件之间如有严重的电化腐蚀作用,则嵌件表面需要镀层保护;有嵌件的铸件应避免热处理,以免因两种金属的相变而引起体积变化,使嵌件松动。
三、压铸件壁厚的设计规范
薄壁比厚壁压铸件具备 高的强度和致密性,鉴于此,铝压铸件设计中应该遵循这样的原则:在铸件具有足够强度和刚性的前提下应该尽可能减少壁厚,并保持壁厚具有均匀性。实践证明,压铸件壁厚设计一般以2.5-4mm为宜,壁厚超过6mm的零件不宜采用压铸工艺生产。压铸件壁太厚、壁太薄对铸件质量影响的表现:如果设计中铸件壁太薄,会使金属熔接不好,直接影响铸件强度,同时会给成型造成困难;壁太厚或者严重不均匀时,容易产生缩瘪及裂纹,另一方面,随着壁厚的增加,铸件内部气孔、缩松等缺陷也随之增多,同样会降低铸件强度,影响铸件质量。
四、压铸件加工余量的设计规范
一般情况下,由于压铸工艺的局限性,压铸件的某些尺寸精度、表面粗糙度或者是形位公差达不到产品图纸要求时,企业应该 先考虑到采用如校正、拉光、挤压、等精整加工的方法来进行,在精整加工不能 解决这些问题时,就应该对压铸件的某些部位进行机械加工,这里要注意的是,在进行机械加工时应考虑选用较小的加工余量,同时尽量以不受分型面及活动成型影响的表面为毛坯基准面,以免影响加工精度。
五、压铸件脱模斜度的设计规范
设计压铸件时,就应在结构上留有结构斜度,无结构斜度时,在需要之处, 有脱模的工艺斜度。斜度的方向, 与铸件的脱模方向一致。
山东铸铝封盖 河北铸铝封盖- 上一篇:压铸铝上盖
- 下一篇:没有了
行业动态
News







Copyright © 2018 - 2019 兴达铸造 All Right Reserved.